前沿合作丨CT“微观之眼”看3D打印用粉末内部孔隙
Advanced Powder Technology, 2020, DOI: 10.1016/j.apt.2020.05.018
3D打印技术,由于其制造能力和特定的设计自由度,越来越受到关注。然而,气孔缺陷的存在显著影响其各项性能。
为了研究气孔产生机理,近日,中南大学粉末冶金研究院李云平教授课题组使用等离子旋转电极工艺(PREP)以各种转速制备Ti-6Al-4V、316钢、Co-29Cr-6Mo合金粉末,并使用扫描电子显微镜 (SEM) 和X 射线计算机断层扫描(CT)分析了各种合金粉末的可流动性、颗粒大小分布和内孔特性。该研究进展发表在粉末冶金国际知名刊物《Advanced Powder Technology》上。
岛津分析中心应用工程师黄军飞参与材料性能表征,采用岛津SMX-225CT FPD HR 完成了金属粉末中气孔的表征工作。
气孔与3D打印材料的性能
3D打印技术,又称增材制造,因其强大的制造能力和设计灵活性,自问世以来即受到广泛关注。
然而研究表明,在3D打印部件中不可避免地观察到气孔缺陷。气孔的存在导致部件拉伸强度和屈服强度下降,特别是槽口耐久性恶化和疲劳性能。进一步研究表明,这些气孔缺陷来源于,或至少部分来自原粉雾化过程中的气孔夹杂。
此外,不同粉末制造技术得到的粉末流动性、表观密度和粒度分布有差异,这些也都显著影响着3D打印部件的性能。
气孔表征
等离子旋转电极工艺(PREP)最适用于生产3D打印原材料。目前,有较多集中于PREP的研究,包括工艺参数、粉末表征和雾化行为等,而该研究中关注PREP转速以及合金成分对粉末内部气孔的影响。其中,对粉末内部气孔的表征一般借助扫描电子显微镜 (SEM) 和光学显微镜,通过传统的阿基米德法或金属学分析。这些分析需要对粉末进行复杂的预处理,例如研磨和抛光。X 射线计算机断层扫描技术(CT)不需要进行预处理,直接无损测试,因此在该研究中将SEM与 CT结合用于观测粉末的微观结构。
X射线CT可以重建粉末的整个3D形态,分辨率可达1um。这项技术已经广泛用于在粉末和3D打印部件中量化其气孔特征。Tammas Williams等人使用微 CT 和 3D 图像分析评估并量化了Ti-6Al-4V 粉末(平均粒径40~100um)的孔隙度水平。Chen在CT的辅助下,比较了GA、PREP 和 PA三种工艺制备的 Ti-6Al-4V 粉末孔隙度和气孔结构的差异。本文涉及的研究中则关注PREP旋转速度、合金成分对粉末内部气孔的影响。
不同合金粉末中的气孔
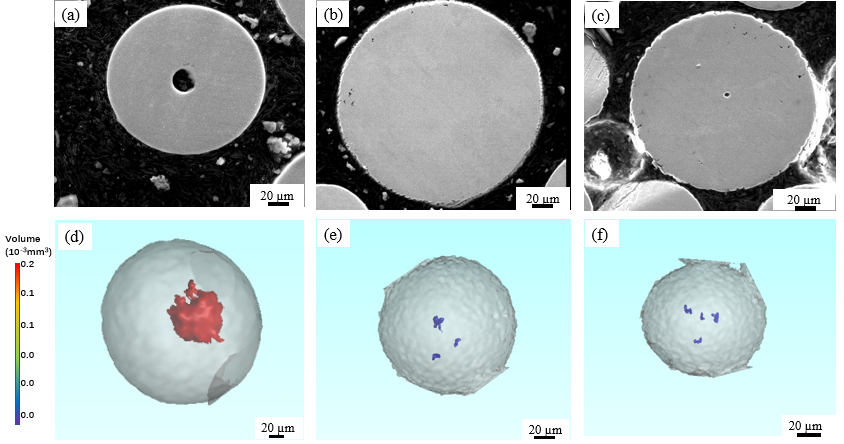
图1 8000RPM下制得三种合金粉末的图像(SEM&CT)
图1显示了使用SEM和CT得到的以8000RPM转速制得的三种合金粉末的图像。SEM图像显示,三种合金粉末中的气孔形态明显不同。Ti-6Al-4V 合金中(图5a),孔径大,约占整个粉末的1/15。用于Co-Cr-Mo和 316 钢(图5b和c)粉末中,气孔非常小,但数量较多,分布在粉末的中心和边缘。此外,使用CT可以直观观察到 Ti-6Al-4V 合金中气孔较多(图1d),而在其他两种合金中观察到的气孔较少(图1e和f)。
Tips:在图1的表征中,SEM所得到的粉末截面图像,需要前期进行样品处理。而使用CT测试,直接把样品放置在CT载物台上进行,真正无损、快速、 高效。
旋转速度对气孔的影响
图2显示了在四个转速下制得的Ti-6Al-4V粉末的3D形态,通过CT均清晰地观察到了内部气孔。CT结果显示孔径介于10至50 um之间,而且在低旋转速度下,气孔比例比在高转速时显著增加:当旋转速度从 8000 RPM 提高到 14,000 RPM,空心粉末占比从2%±0.3%锐减至0.15%±0.06%. 类似于Ti-6Al-4V,Co-Cr-Mo和316-钢中孔隙度也随着转速的增加而降低。然而有趣的是,在低转速下,空心粉末的占比在Ti-6Al-4V中明显高于其他两种合金,而在高转速时没有明显差异。
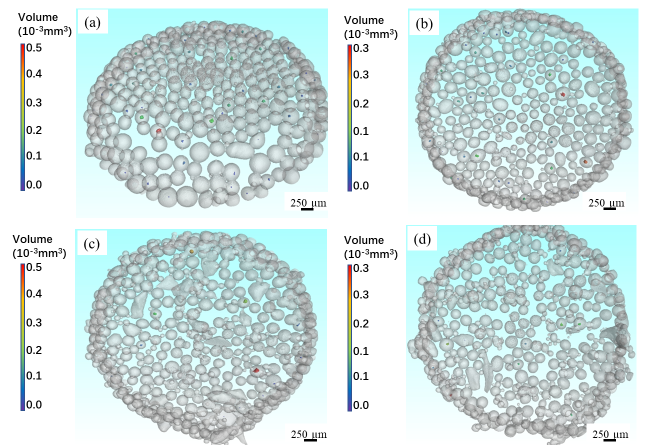
图2 不同旋转速度下制备的Ti-6Al-4V粉末CT立体图
气孔与粒径
为了进一步阐明粉末粒径和气孔间的关系,将三种合金的雾化粉末按照粗、中、细标准筛分为三批。对于 Ti-6Al-4V,按250um、150~250um和150um区分。对于Co-Cr-Mo 和 316 钢合金,则按150um、50~150um和50 um。各粉末的截面形态由CT观察,如图3 所示。显然,三个批次中,空心粉末在粗粉末中的比例最大。在Co-Cr-Mo和316钢合金粉末中,当粒径小于 150um 时,几乎没有观察到气孔;而当粒径超过150um时,存在大量不规则颗粒。

图3 各粒径下Ti-6Al-4V粉末的CT截面图
气孔的形成
由于粉末中的气孔将导致拉伸强度等性能的下降,因此PREP工艺中粉末气孔的形成机理对于提高 3D打印材料的性能非常重要。较多研究发现雾化粉末的孔隙度随着粉末粒径的增大而增加。在该研究的图2中也观察到类似的现象。不同尺寸粉末的孔隙度差异主要收到表面张力的影响。气体不容易被困在具有高表面张力的液滴中,而小液滴的冷却速度比大液滴快,这意味着小液滴的表面张力比大液滴高。因此,大液滴中夹杂气体的概率高于小液滴,从而在凝固后成为粗粉末中的气孔。

图4 SMX-225CT FPD HR微焦点X射线CT系统
客户声音
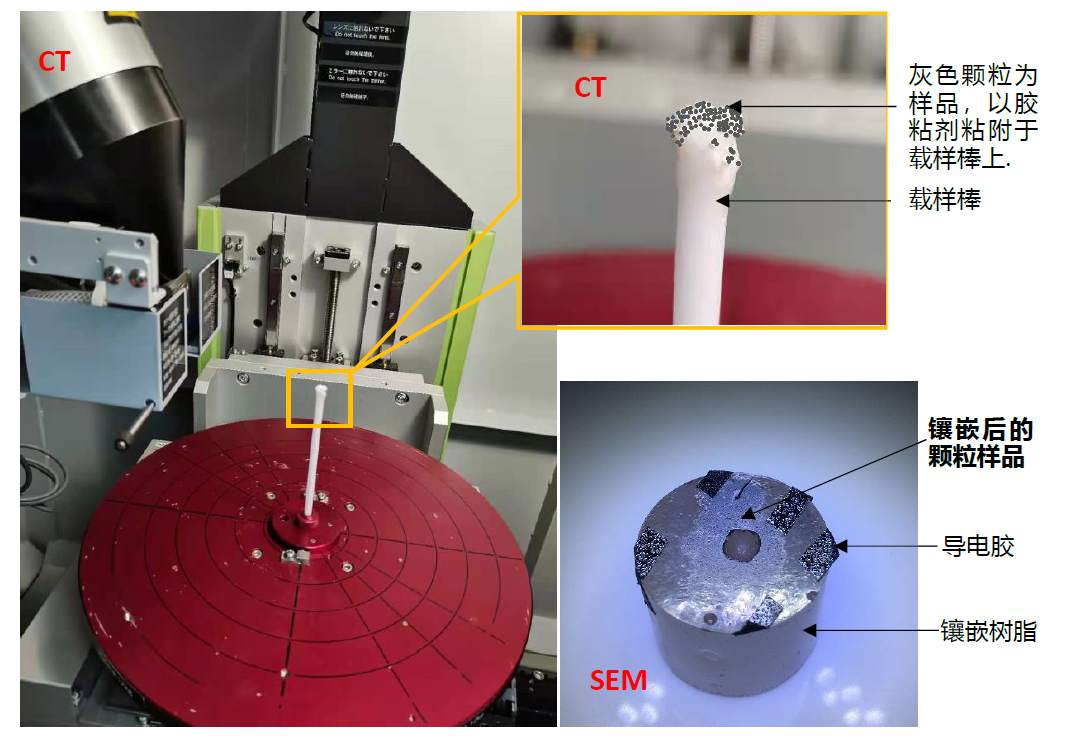
图5 SEM和CT中的样品测试状态
李云平教授课题组老师表示:对3D打印用粉末的表征技术中,SEM的使用非常普遍,但涉及到粉末内部气孔的观察时,由于SEM不能直接探测到颗粒内部,往往需要将颗粒镶嵌再抛光,露出横截面后再上SEM测试,这个制样过程比较繁琐。而CT可以完美的解决这个问题,粉末粘在样品台上就可以直接测试,表征结果与SEM间也有很好的一致性,特别适合我们这个方向对颗粒内部气孔或者杂质的表征。
撰稿人:黄军飞